

回流焊溫度曲線圖認識
發(fā)布時間:2020-01-08 瀏覽:次 責(zé)任編輯:晉力達
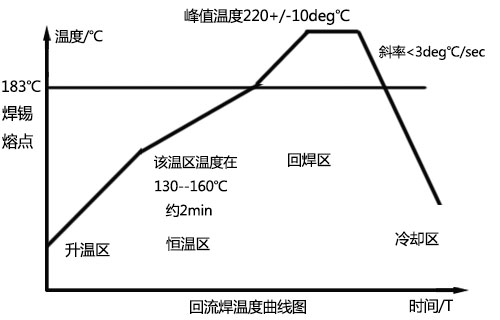
中型回流焊(回流爐)的溫度曲線可以分為4段:升溫區(qū)、恒溫區(qū)、回焊區(qū)、冷卻區(qū)。
一、升溫區(qū)
升溫斜率為1~4℃/sec
功能:把PCB盡快加熱到第二個特定目標溫度,但升溫斜率要控制在適當(dāng)范圍內(nèi)。回流焊在升溫過程中注意事項:
①回流焊升溫過快錫膏中的助焊劑成分急速軟化而產(chǎn)生塌陷,容易造成短路及錫球的產(chǎn)生,甚至造成冷焊;
②回流焊升溫過快會產(chǎn)生較大的熱沖擊,使PCB及組件受損
③升溫過慢會使溶劑達不到預(yù)期目的,影響焊接質(zhì)量和周期時間。
二、恒溫區(qū)
恒溫區(qū)的溫度控制在120~160℃,時間為60~120s,這樣回流焊才能使整個PCB板面溫度在中型回流焊中達到平衡。
此溫區(qū)功能包括:
①使助焊劑中揮發(fā)物成分完全揮發(fā)
②緩和正式加熱時的熱沖擊;
③使正式加熱時的溫度分布均勻;
④促進助焊劑的活化等。
如果回流焊恒溫(T或t)不足,由于其與回焊區(qū)間溫差較大,易產(chǎn)生因流移而引起錫球產(chǎn)生,以及因溫度分布不均所導(dǎo)致的墓碑效應(yīng)和燈芯效應(yīng)。如果恒溫(T或t)過長,則將引起助焊劑成分的老化以及錫粉的氧化,而導(dǎo)致微小錫球或未熔融的情形發(fā)生。
")
三、回焊區(qū)
回流焊區(qū)的升溫斜率為1.5~2.5℃/sec,PCB在中型回流焊該區(qū)域183℃以上時間為30~90s,在此過
程中錫膏慢慢變成液態(tài)。在200℃以上時間為15~30s,溫度曲線峰值溫度為210~230℃,在該溫區(qū)中錫膏全部變成液態(tài)。在回焊區(qū)中需要注意如下幾項。
①回焊區(qū)如有不足,則由于無法確保充足的熔融焊錫與Pad及Pin的接觸時間,很難得到良好的焊接狀態(tài),造成焊接強度不夠以及焊錫的沾濕擴散,同時由于熔融焊錫內(nèi)部的助焊劑成分和氣體無法排出,而易發(fā)生空洞(Void)錫爆。
②回流焊峰值溫度太高或者300℃以上的時間太長,則可能熔融的焊錫將被再氧化而導(dǎo)致結(jié)合程度降低或者有部分零件被燒壞。
四、冷卻區(qū)
回流焊降溫斜率:-1~-4℃C/sec,冷卻區(qū)基本上應(yīng)是熔融爬升段的“鏡像”(以峰值為對稱軸)注意事項:冷卻區(qū)應(yīng)以盡可能快的速度來進行冷卻,有利于得到明亮的焊點,并有好的外形和低的接觸角度,緩慢冷卻會導(dǎo)致PCB的更多分解,從而使焊點灰暗,極端情況下,它能引起沾錫不良和減弱焊點的結(jié)合力。
如需咨詢了解更多回流焊資訊請聯(lián)系>>>>晉力達售后客服<<<<
